24 February 2023
Video: Non-destructive testing of rotary kiln bandages
In January, at one of the cement plants, ECHOPLUS specialists conducted a unique ultrasonic inspection of 500 mm thick rotating furnace bandages to identify and visualize internal and surface defects. The control was carried out in the operating mode of the equipment, by the method of coherent processing in the CFA mode, at a rotation speed of up to 1 m/s
The equipment manufactured by ECHOPLUS was used in the control - an AUGUR-ART ultrasonic flaw detector and a scanner with a path sensor, frame and clamps.
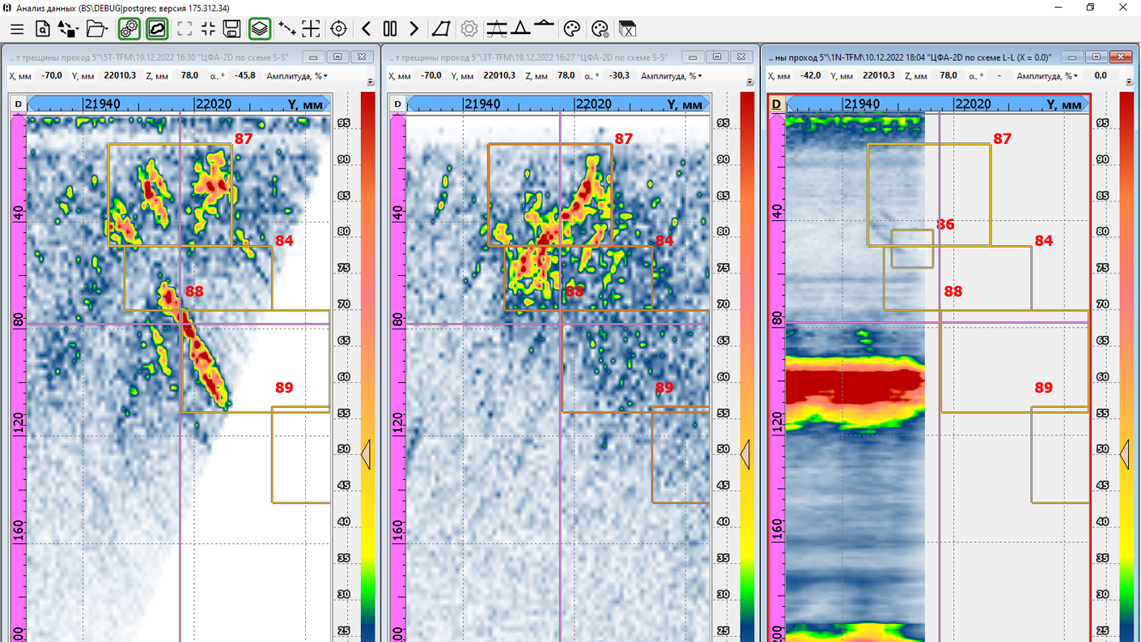
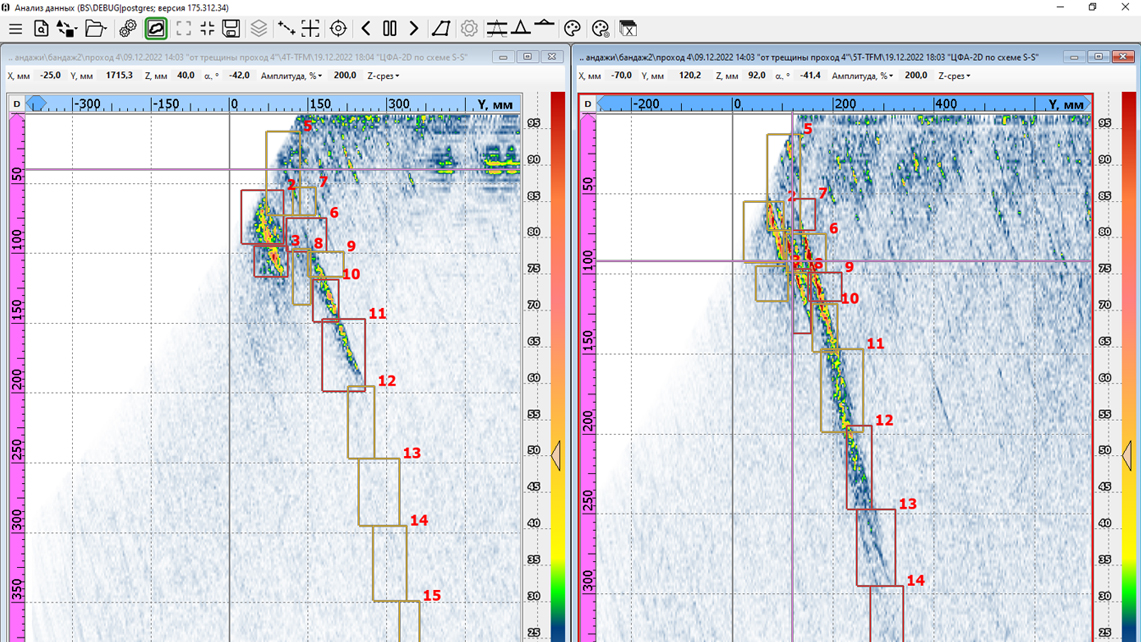
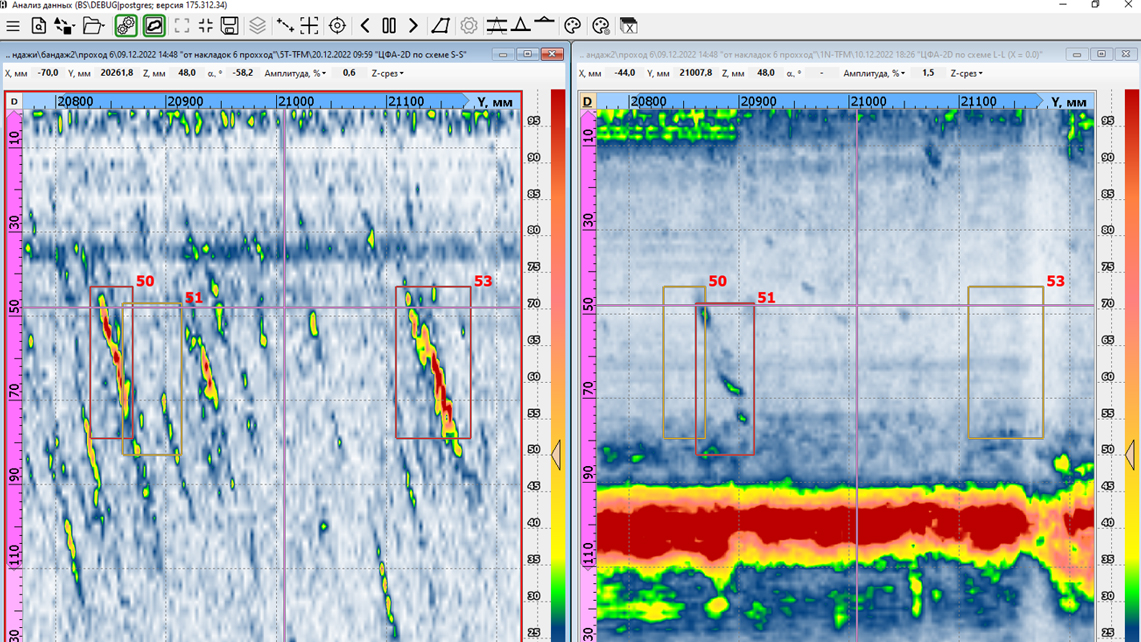
Control results
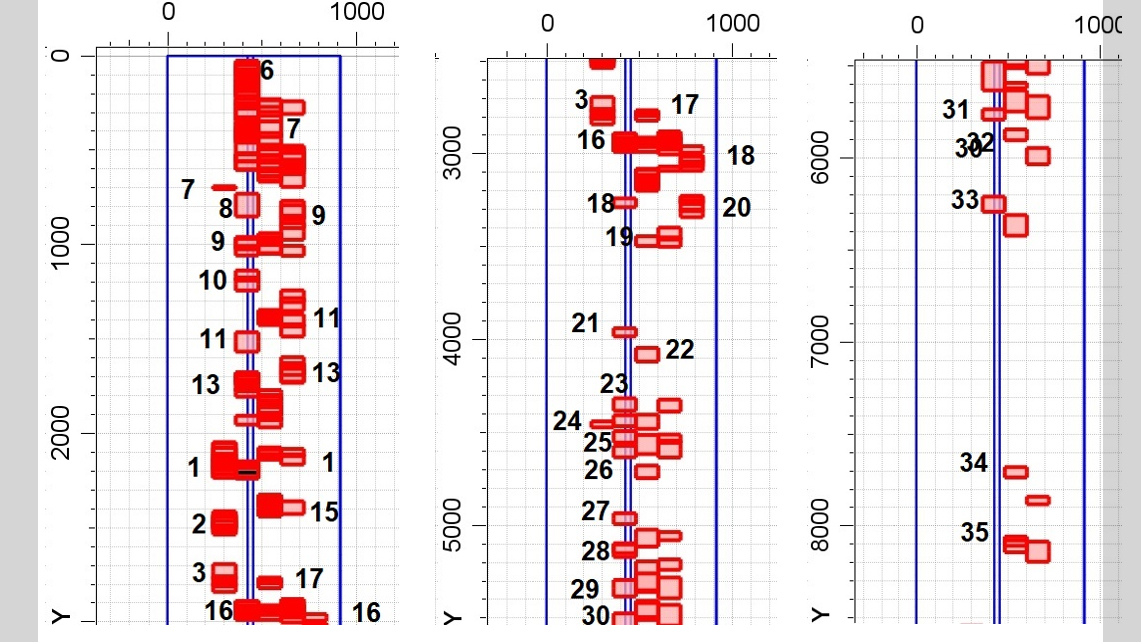
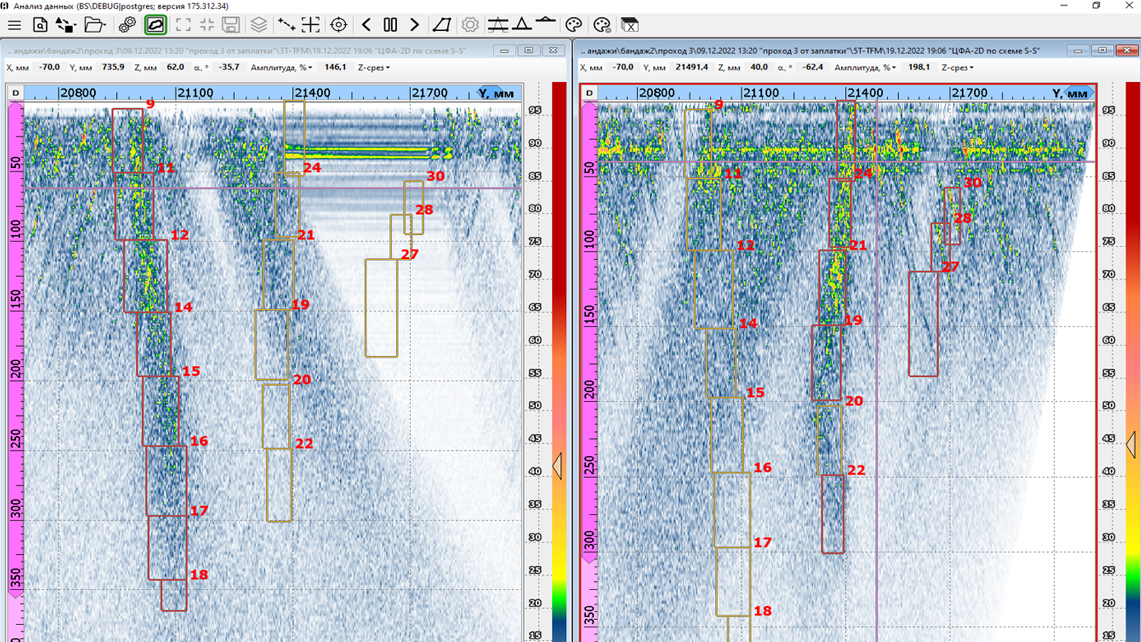
Flaw diagrams formed as a result of passes, with descriptions.
Flaw diagram, top view (horizontally the coordinate from the hydraulic seal X, vertically the coordinate along the ring Y